
 電話:13283506666
電話:13283506666 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區






 當前位置:
當前位置:
鋁鍛件生產工藝全解析 鋁合金鍛造制造要點
鋁鍛件作為航空航天、新能源、軍工裝備、機械重工、船舶設備領域的核心輕量化配件,憑借重量輕、強度高、耐腐蝕、韌性好、易加工的綜合優勢,逐步替代傳統鋼制鍛件,成為高端裝備輕量化升級的首選材料。鋁合金經過整體鍛造后,內部金相組織被反復壓實細化,消除鑄造氣孔、疏松、縮孔等先天缺陷,力學性能、抗疲勞性能、結構穩定性遠超鋁鑄件和普通型材。鋁鍛件生產工藝嚴謹復雜,從原料選配、加熱溫控、鍛造成型、熱處理到機加工成型,每一個環節都直接決定成品品質與使用壽命。本文全面解析鋁鍛件完整生產工藝流程,梳理鋁合金鍛造制造核心控制要點,為行業采購、工藝選型、生產質控提供專業參考。

鋁鍛件生產第一步為高純鋁合金棒料 / 鑄錠選材。常用牌號包含 7075、2A02、2024、6061、5083 等不同系列鋁合金,分別適配高強承重、航空軍工、耐腐蝕、輕量化普通設備等不同工況。鍛造用原材料必須選用正規大廠電解鋁精煉鑄錠,內部雜質含量低、偏析小、無氣孔裂紋,從源頭保證鍛造坯料純凈度。入庫后逐一進行外觀篩查、材質光譜檢測、內部探傷檢測,剔除存在原生裂紋、夾渣、疏松的不合格坯料,只有化學成分與內部組織雙達標的原料,才能進入下料鍛造環節。
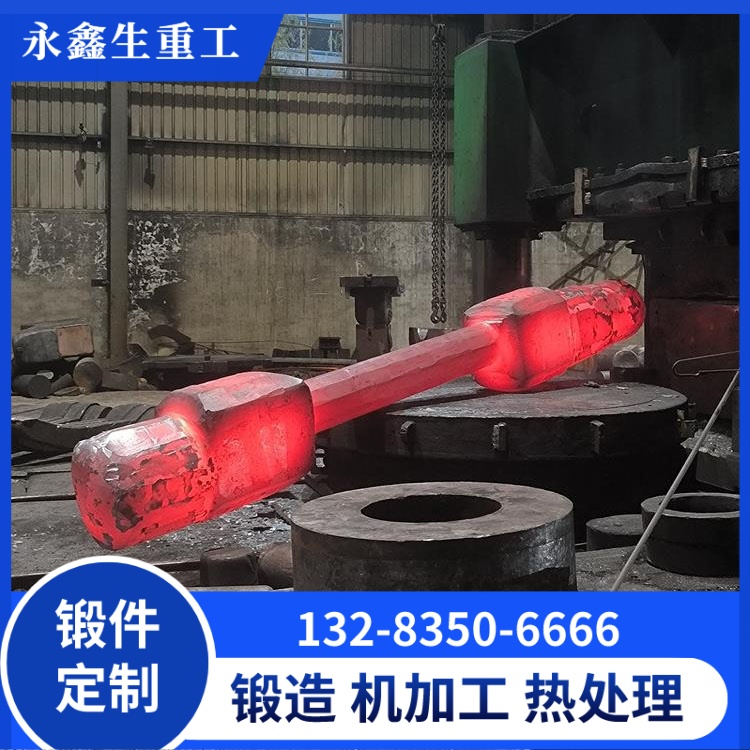
第二步是精準溫控加熱,這是鋁鍛件鍛造最關鍵的環節之一。鋁合金鍛造溫區狹窄、材質敏感度高,溫度過高容易出現晶粒粗大、過燒軟化,降低整體強度與韌性;溫度過低塑性變差,鍛造過程極易產生表面裂紋、邊角開裂、成型不飽滿。生產中采用專用鋁鍛加熱爐,實行分段梯度升溫、恒溫均熱工藝,嚴格控制升溫速率與保溫時長,保證坯料內外溫度均勻一致、金屬塑性達到最佳鍛造狀態。同時嚴控爐內氣氛,減少表面氧化起皮,降低后續機加工去除余量,節約原材料成本。

第三步為自由鍛 / 模鍛 / 碾環成型三大主流工藝。大尺寸鋁環、鋁筒體、大型異形鋁鍛件多采用自由鍛工藝,流程為下料鐓粗、沖孔、擴孔、整形,依靠水壓機大壓力反復鍛打,破碎鑄態粗大晶粒,讓金屬纖維組織連續均勻分布,大幅提升鋁鍛件抗拉強度與抗疲勞性能。中小型標準規格鋁鍛件采用模鍛成型,模具定型精度高、批量一致性好、生產效率快,適合標準化配件量產。環形、筒形鋁鍛件采用碾環軋制工藝,預成型后送入碾環機連續旋轉軋制,圓度規整、壁厚均勻、余量小,后續精加工省時省力。鋁合金鍛造過程必須控制合理鍛造比,保證內部組織充分壓實,杜絕局部疏松與性能薄弱區。
第四步是專屬熱處理工藝。鋁鍛件不能套用鋼材熱處理模式,采用固溶處理 + 人工時效標準工藝。固溶處理通過高溫保溫快速水冷,把合金元素充分溶入鋁基體,消除成分偏析;人工時效在適宜溫度下恒溫保溫,析出強化相,大幅提升鋁鍛件硬度、強度與結構穩定性,同時釋放鍛造殘余應力,避免后期加工與使用中變形翹曲。不同牌號鋁合金嚴格匹配專屬熱處理曲線,7075、2A02 高強鋁與 6061、5083 耐蝕鋁時效溫度、保溫時間區分管控,保證力學性能達標。

第五步為精密機加工與成品檢測。熱處理后的鋁鍛件毛坯進入數控車間,進行粗加工去除氧化皮與多余余量,靜置釋放殘余應力后再進行精加工,精車內外徑、端面、坡口、倒角,嚴格控制尺寸公差、平面度、圓度與表面光潔度。成品出廠前完成全套檢測:尺寸精密校驗、外觀質量檢查、力學性能抽樣、金相組織分析、無損探傷檢測,排查表面與內部微裂紋、夾雜缺陷,所有指標合格后方可入庫發貨。
在鋁合金鍛造制造核心要點上,首先嚴控加熱溫度區間,杜絕過燒、欠溫;其次保證足夠鍛造比,充分壓實內部組織;第三匹配專屬固溶時效工藝,鎖住高強性能;最后堅持粗精分開、時效去應力,避免后期變形。整體來看,鋁鍛件生產是一套高精度、嚴管控的系統工程,把控每一道工藝細節,才能生產出輕量化、高強度、高韌性、耐腐蝕的優質鋁鍛件產品,適配航空、新能源、軍工、重工等高端裝備使用需求。
新聞中心
 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區

- 產品中心 product
- 直通車 Through train
- 新聞中心 News Center
- 關于我們 About us
- Copyright ?山西永鑫生重工股份有限公司 版權所有 備案號:晉ICP備12001636號