
 電話:13283506666
電話:13283506666 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區






 當前位置:
當前位置:
大型鍛件的鍛后熱處理
鍛造后立即進行的熱處理稱為后鍛造熱處理。大型鍛件鍛后熱處理的目的主要是去應力、再結晶、細化晶粒和脫氫。
(1)大型鍛件經過多次再結晶處理后,晶粒細化,組織改善,性能提高。
(2)脫氫退火將鍛件中的氫減少到限制氫含量以下,并使其分布均勻,以避免出現白點、氫脆的危險。
由于a相和a相中氫的溶解度和擴散系數不同,特別是a相中氫的溶解度較低,但擴散系數較大,使得氫在退火過程中不斷向外擴散。
脫氫退火常與再結晶結合在一起。脫氫退火的溫度通常為650℃。退火后,應盡可能緩慢地冷卻,以防止新的內應力。一般的冷卻分為兩個階段:在400℃以上,由于塑鋼好,內應力不易形成,所以冷卻可以快一些,在400℃以下,冷卻速度就會慢下來。

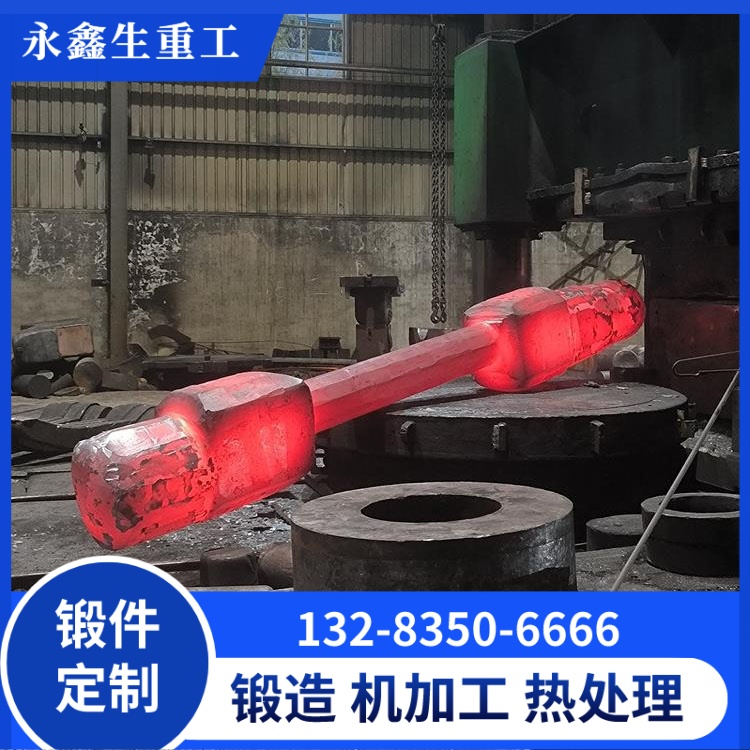
對于合金元素較多、對性能要求較高的鍛件,在鍛造后需要進行一次甚至多次再結晶熱處理,以改善鍛件的組織和性能。
3.降低鋼中氫含量的方法和措施
不同類型的鋼鍛件對白點的敏感性不同。影響鍛件靈敏度的主要因素是鋼的氫含量,鋼的氫含量越高,白點的靈敏度越大。鋼中的氫可以以原子態、分子態或復合態存在,正是這個原子決定了白點的形成。防止白斑的基本方法是降低鋼中的氫含量,使鋼中的殘余氫含量限制在無白斑的限制氫含量以下。
(1)煉鋼過程中降低鋼中氫含量的主要方法是真空脫氣或真空澆注法,對于一些要求較高的鍛件,可以采用電渣重熔工藝進一步提高鋼的純度,鍛造后熱處理:脫氫退火,使鋼中的氫擴散出去。
(2)防止鋼中白點形成的措施方法包括兩個方面:盡量減少鋼液中的氫氣量,為氫氣擴散和從鋼坯中逃逸創造條件;二是降低鋼坯在冷卻過程中產生的內應力,特別是結構應力。

為了降低鋼的氫含量,使用較少或沒有嚴重腐蝕的廢鋼冶煉;使用新烤或加熱的石灰;使用加熱鐵合金;鋼鐵制造工具應完全干燥和烘烤,澆注系統應干燥,和鋼液的溫度不應過高,以避免過度吸收氫,確保鋼液沸騰足夠長和強大到足以促進脫氫。渣不能太薄,Z終渣要適當厚等。
山西永鑫生重工股份有限公司位于山西省忻州市定襄縣師家灣工業區。30年精工鍛造,認真做事,用心服務。長期與起重機、石油、化工、礦山、冶金、船舶、液壓、焦化、火車、工程機械等企業合作。配套生產車輪、筒類、軸類、軋輥、滑輪、鏈輪、齒輪、齒圈、環件、缸體、方塊、模塊、支撐座、法蘭、不銹鋼等鍛件產品。在鍛造行業中通過多年的積累與發展,擁有一批高素質的技術人才及團隊,可獨自生產100噸內鍛件產品,具備先進的生產制造能力。鍛件產品出口韓國、日本、俄羅斯、巴西、非洲、德國、澳大利亞、歐洲等多國。公司秉承服務至上的理念,始終如一的堅持用好態度做好鍛件。
新聞中心
 郵箱:13283506666@qq.com
郵箱:13283506666@qq.com 地址:定襄縣師家灣工業區
地址:定襄縣師家灣工業區

- 產品中心 product
- 直通車 Through train
- 新聞中心 News Center
- 關于我們 About us
- Copyright ?山西永鑫生重工股份有限公司 版權所有 備案號:晉ICP備12001636號